Tight corners
Use Feed Optimization
This is the most common and important application of effective feedrate compensation.
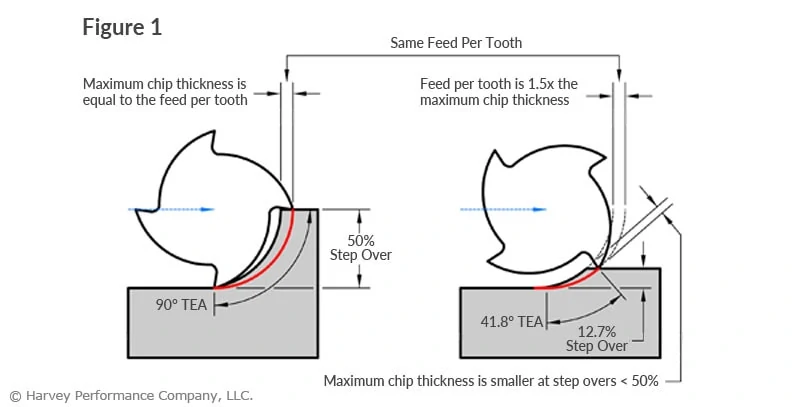
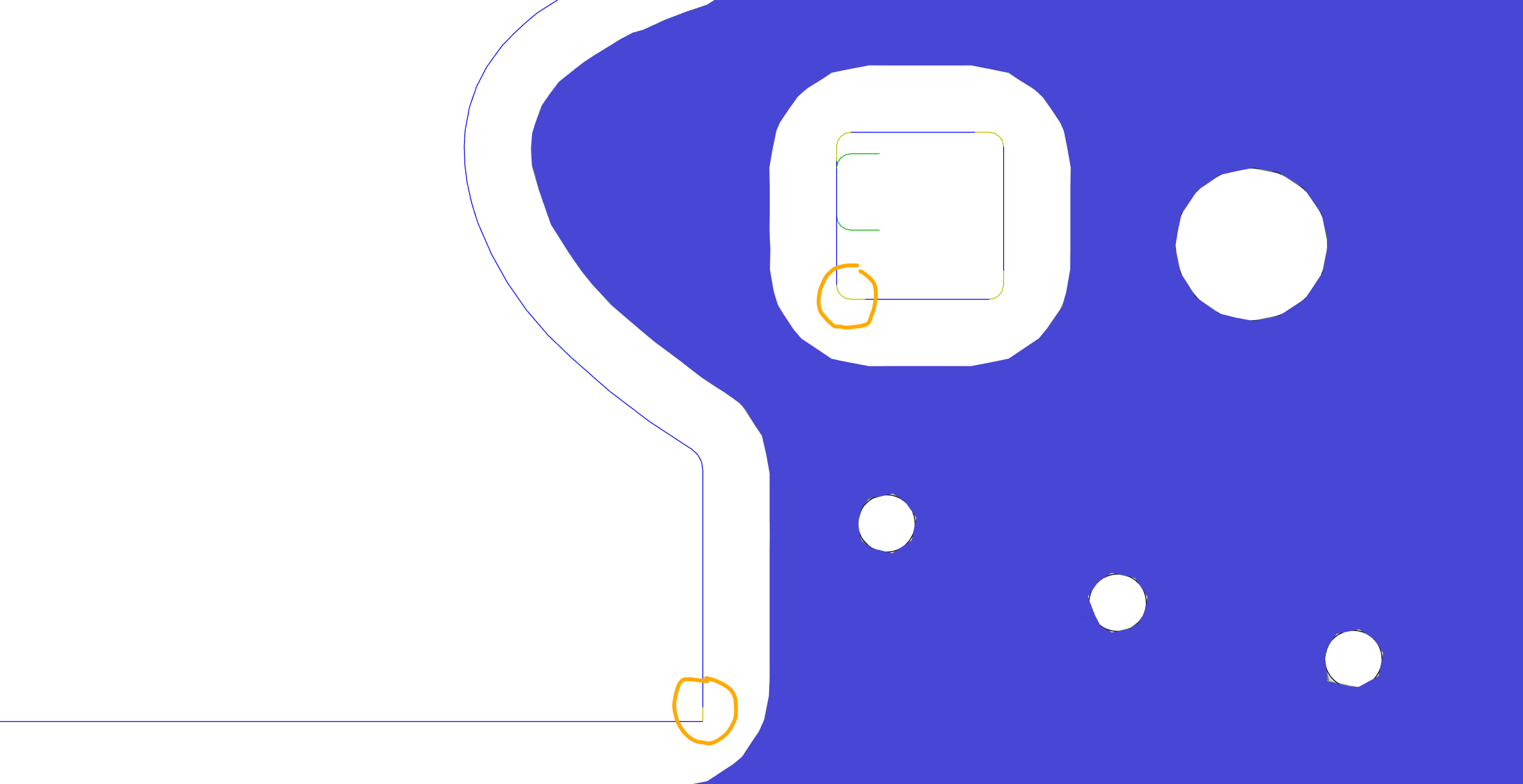
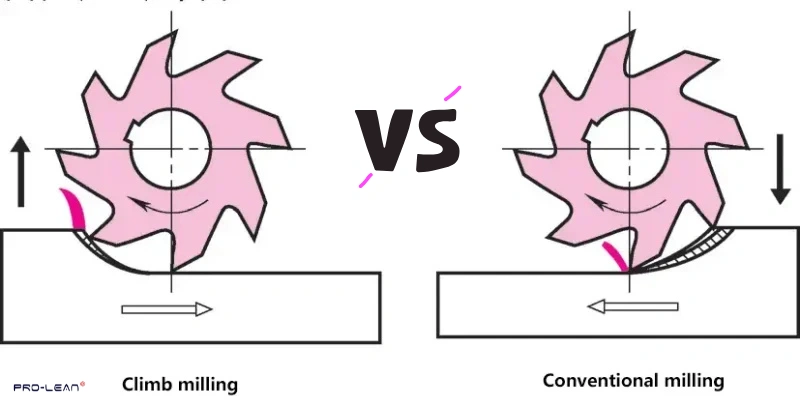
When cutting sharp or small radii corners (adaptive, 2D contour) the toolpath will have a sharp corner or a small radii corner. When the tool tries to cut into the corner it will experience a spike in radial engagement (what angle of the tool is cutting). This unexpected increase in cutting force can cause vibration and break the tool.
The best solution is to increase the fillet radii as much as possible. Try not to design parts where the fillet radii matches the tool radius. However, even with bigger fillets the tool engagement still spikes in corners.
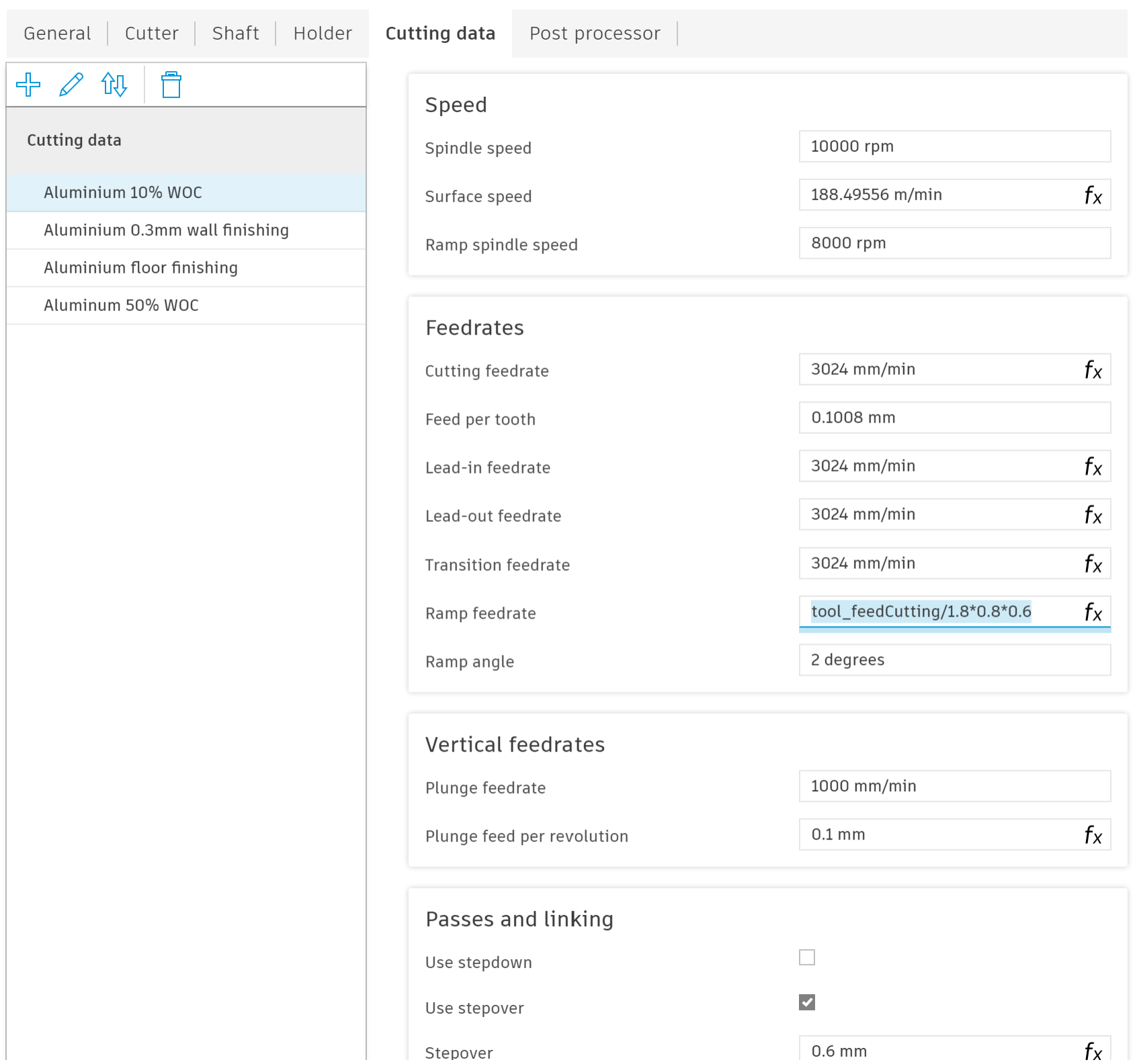
To reduce the cutting force in corners Fusion has a setting in most toolpaths called feed optimization, which reduces the feedrate in corners. Feed optimization will help you avoid damaging tools and get better corner surface finishes. Best of all, if you save some smart user default settings feed optimization will protect you automatically most of the time. Copy and save as user default the following formulas into your feed optimization settings for each toolpath (most important are adaptive, pocket, 2D contour, chamfer)
Reduced Feed Radius =
max(tool_diameter * 0.05; minimumCuttingRadius * 1.05)
If you are cutting tight fillets work out the minimum radius the toolpath will turn and set Minimum Cutting Radius to that value. This will automatically update Reduced Feed Radius and Reduced Feedrate.
Reduced Feed Distance depends on how much stock is in the corner. You should simulate the toolpath and watch from above to make sure it slows down before engagement increases.
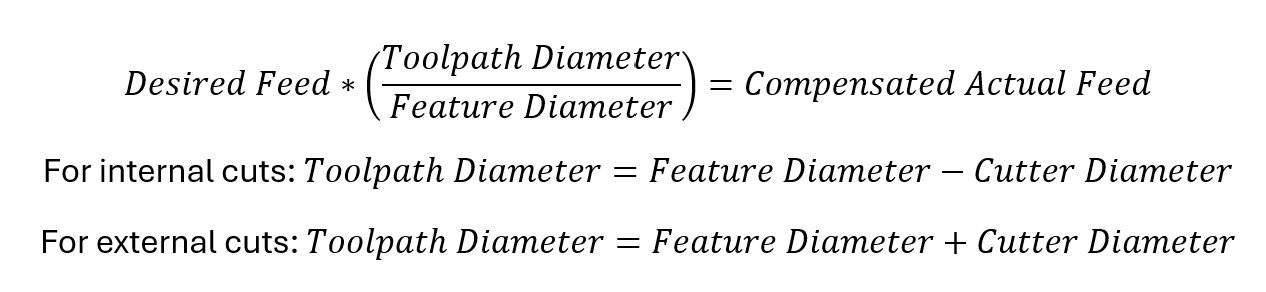
Reduced Feedrate = tool_feedCutting *(reducedFeedRadius*2)/(tool_diameter+reducedFeedRadius*2)
The formula for Reduced Feedrate is multiplying the cutting feedrate by the effective feedrate factor.