What is DOC and WOC?
Depth of cut (DOC) and width of cut (WOC) describe how much of the tool is engaged in the material. Together they define how large of a “bite” is being taken, this influences our cutting force, material removal rate, tool wear, dimensional accuracy, feeds and speeds, and workpiece finish.
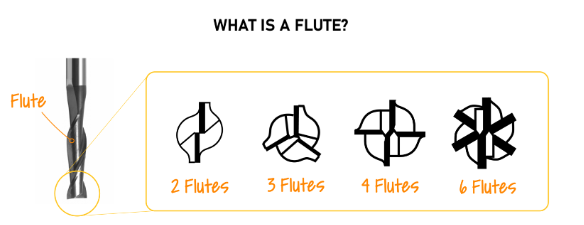
DOC is the depth the tool penetrates the material along its axis (a_p on the right). The theoretical maximum DOC is the tool’s flute length, but can depend on the depth of desired features, strategy of cutting and the width of cut.
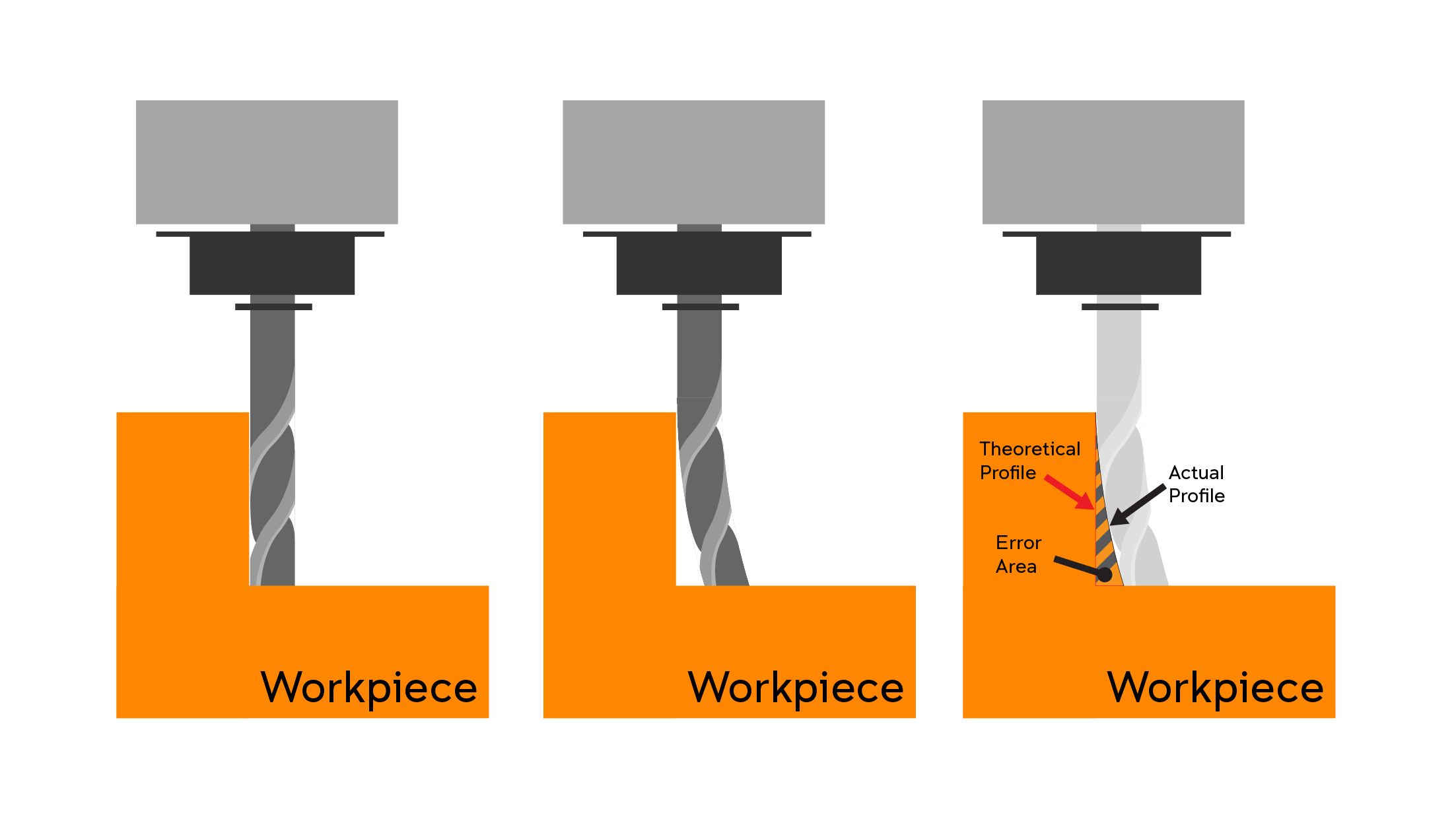
WOC is the width of material engaged by the cutting tool across its diameter, (a_e on the right). This radial engagement introduces side load onto the tool, exciting deflection and bending. The theoretical maximum WOC is the tool diameter.
DOC and WOC share a tug-of-war relationship, increasing one should reduce the other. If both are maximised, force rises rapidly, increasing deflection, tool stress and the risk of tool breakage. As expanded upon in CNC intermediate, good practise maximises an endmill's DOC and mitigates the WOC accordingly for optimised chip formation.