
To begin you must have a CAD model of your desired design. It can be a native fusion file (.f3d), but you can also import files from other CAD packages such as SolidWorks or OnShape via STEP format. In general,.Stl files (like those used for 3D printing) need prior processing before we can CAM them easily (This link shows a method). If you need help creating a compatible file, come speak with the makerspace staff.
2D vector files such as .dxf and .svg can be imported for engraving faces or surfaces. But be warned some complex designs are difficult to achieve.
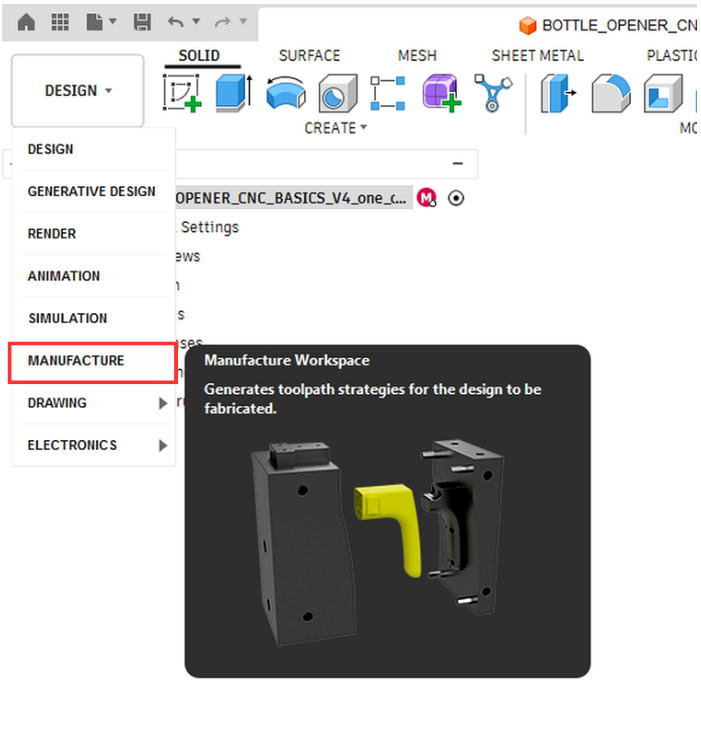
To start setting up your CAM, move from the DESIGN tab to the MANUFACTURE tab at the top left window, as seen to the right. We can move back to the DESIGN tab to make edits to our design or make sketches to reference at any time.