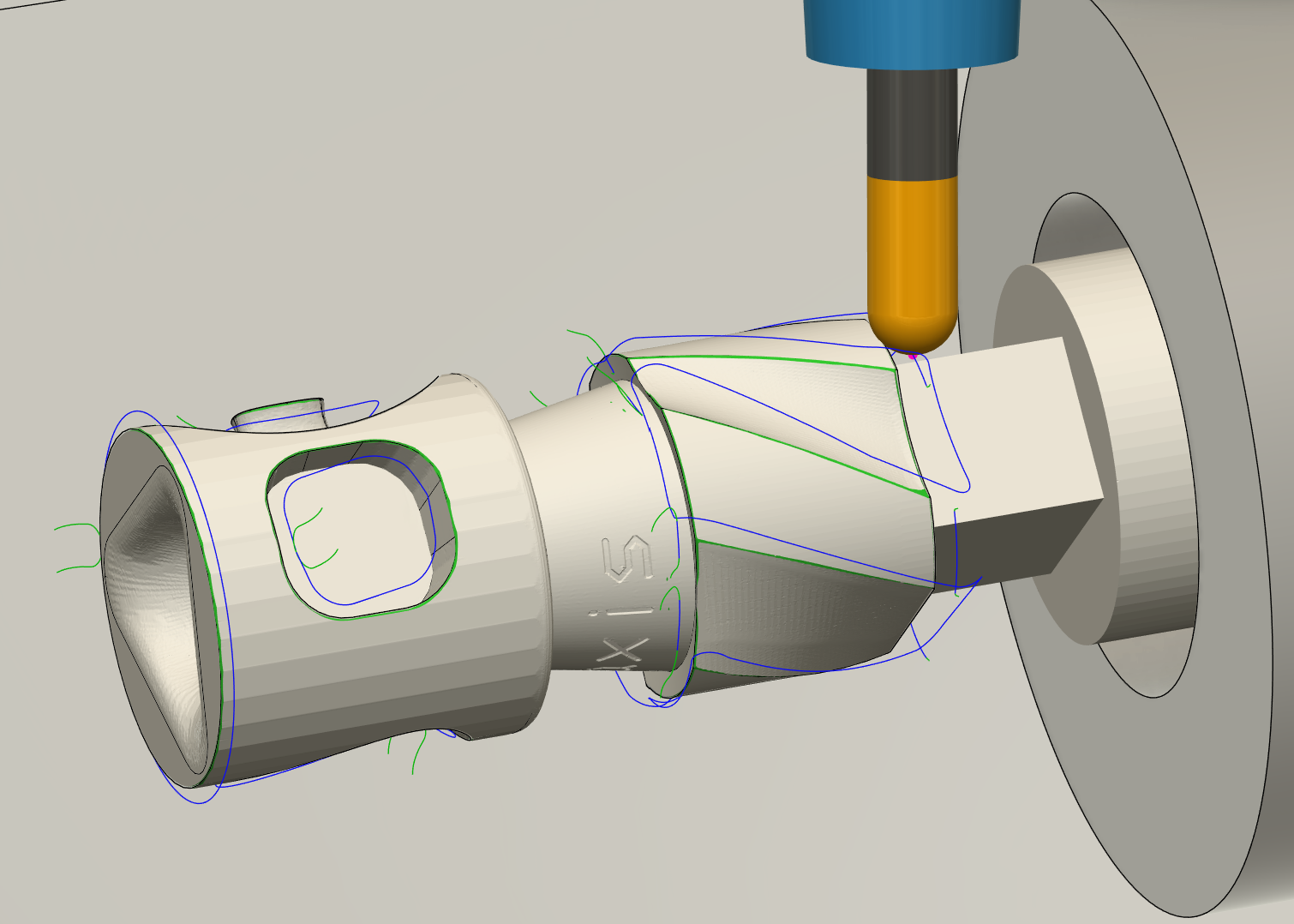
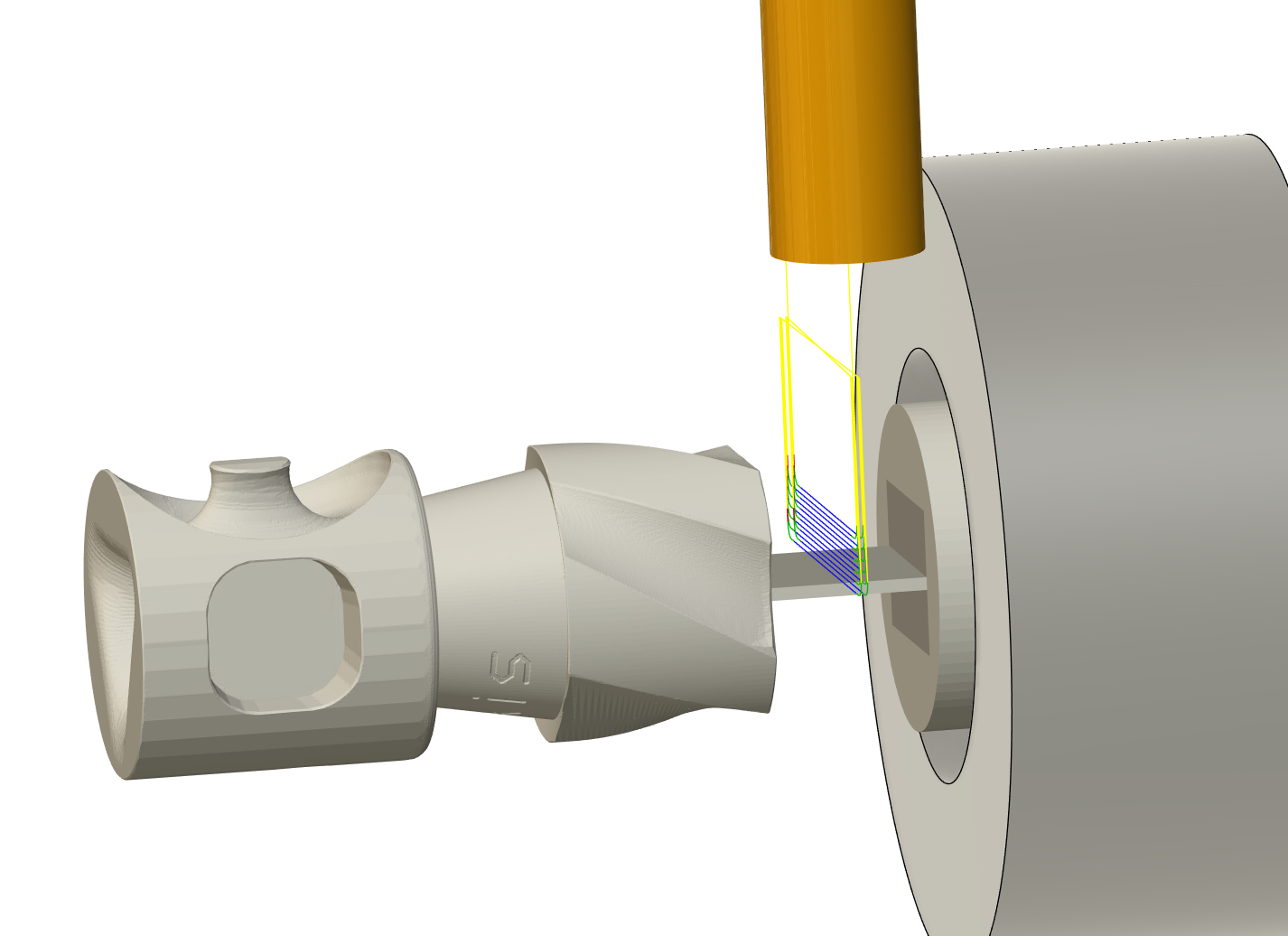
This part is designed to be machined using 4 and 5 axis simultaneous toolpaths. This means that all 5 axes will rotate at the same time while cutting. The goal of this induction is for you to learn so please try a few different toolpaths and options for each feature on the part. You can compare these various options during your induction with a staff member.
Once you have completed the CAM please bring it into the makerspace to get checked by a staff member. If the CAM is good, we will book a time for you to do induction. If there are too many issues with the CAM we will ask you to fix them and return with new CAM. This induction runs by request only, badge training sessions will not appear on the website.