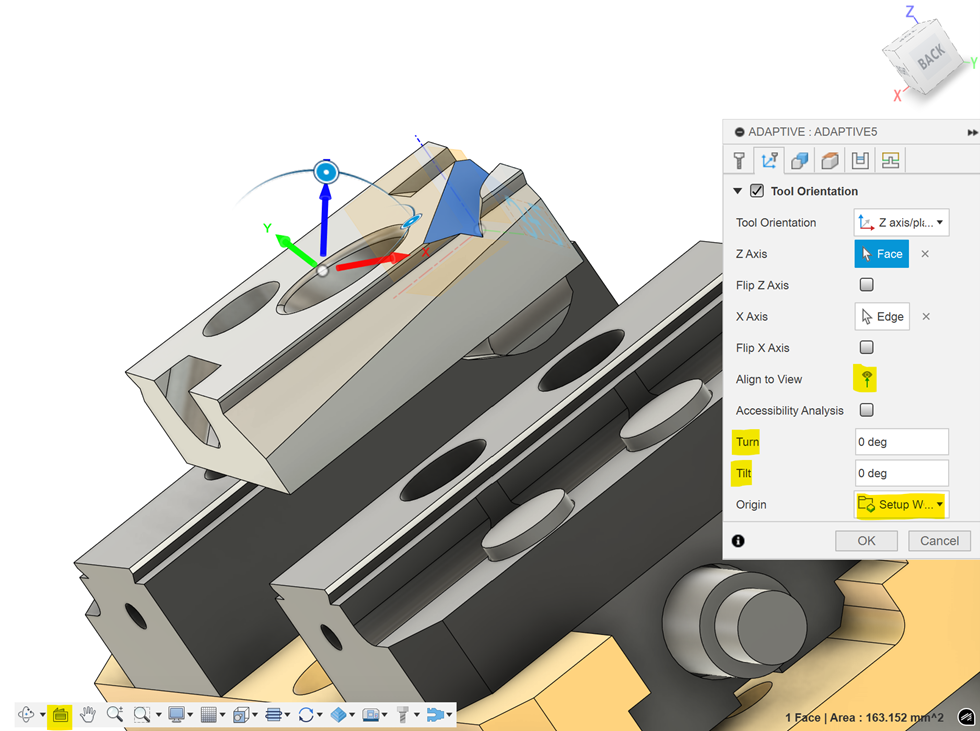
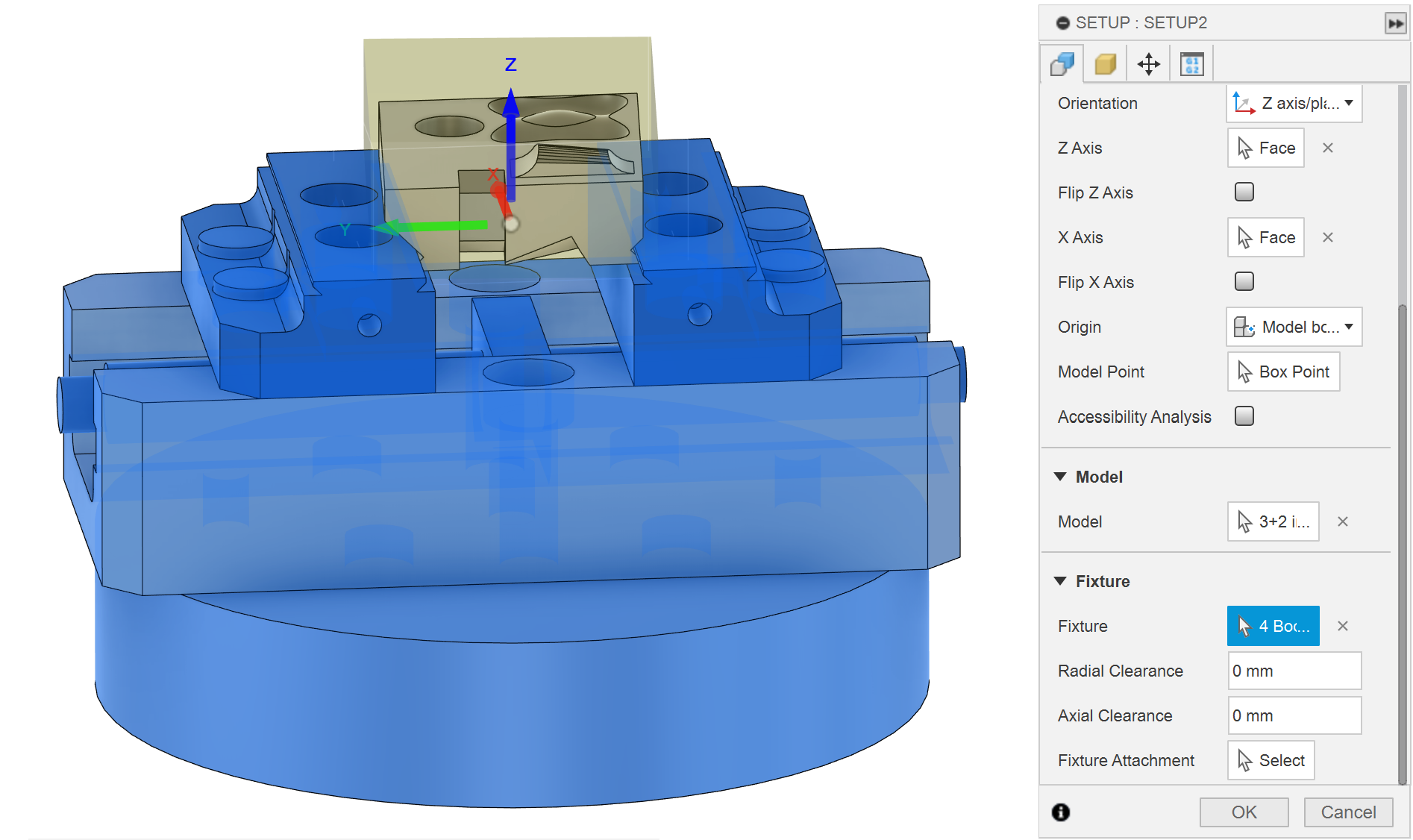
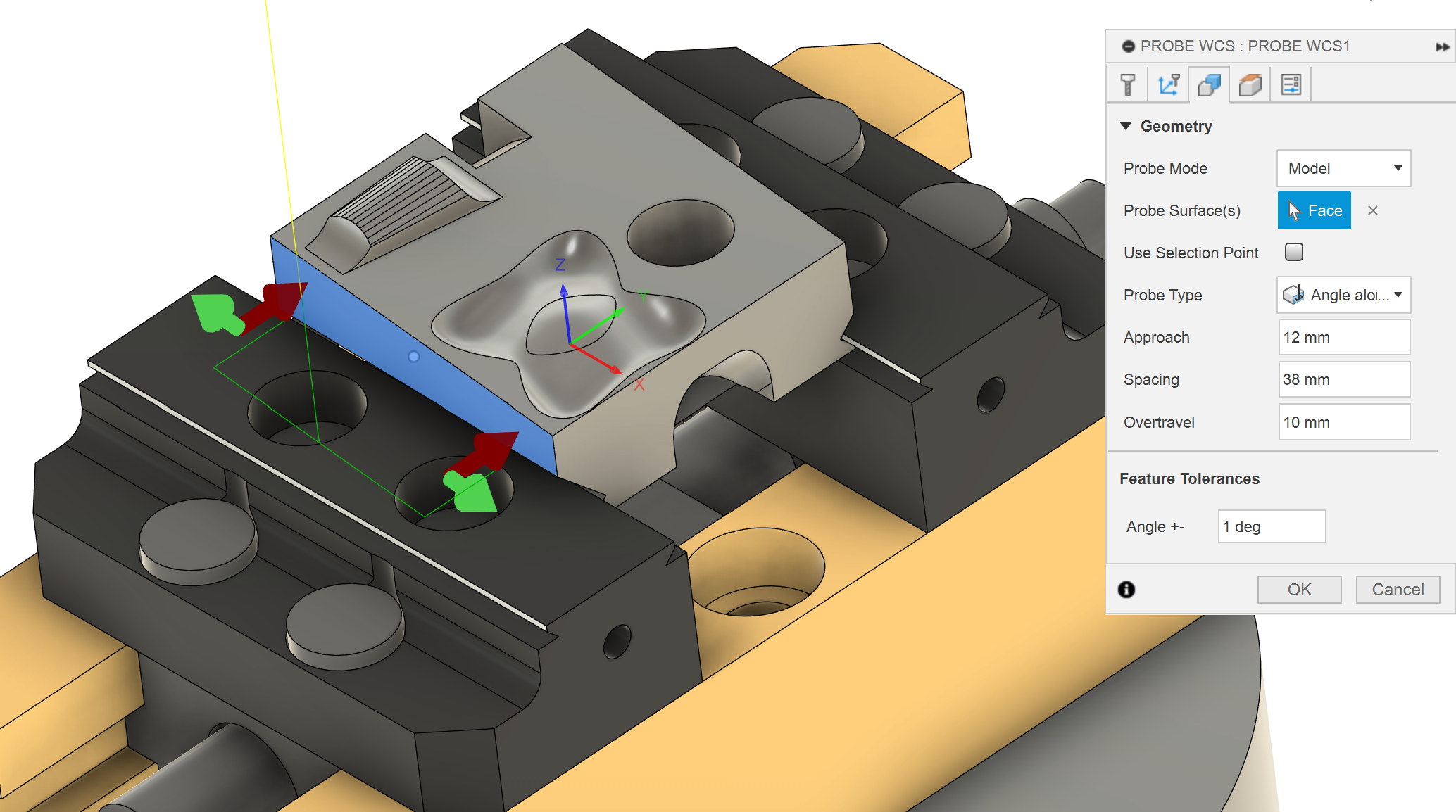
This part is designed to be machined using 3+2 axis machining, which means the B and C axis rotate to an angle, lock and then a 3-axis operation is done. You don't need to use simultaneous toolpaths (where all 5 axes move at once), you will practice that on the next part. It is also an introduction to machining steel, as most people have only used aluminium. Machining steel means you have to learn more about tools and setting speeds and feeds correctly. Finally, this part is designed to show you most of the useful probing capabilities of the machine.
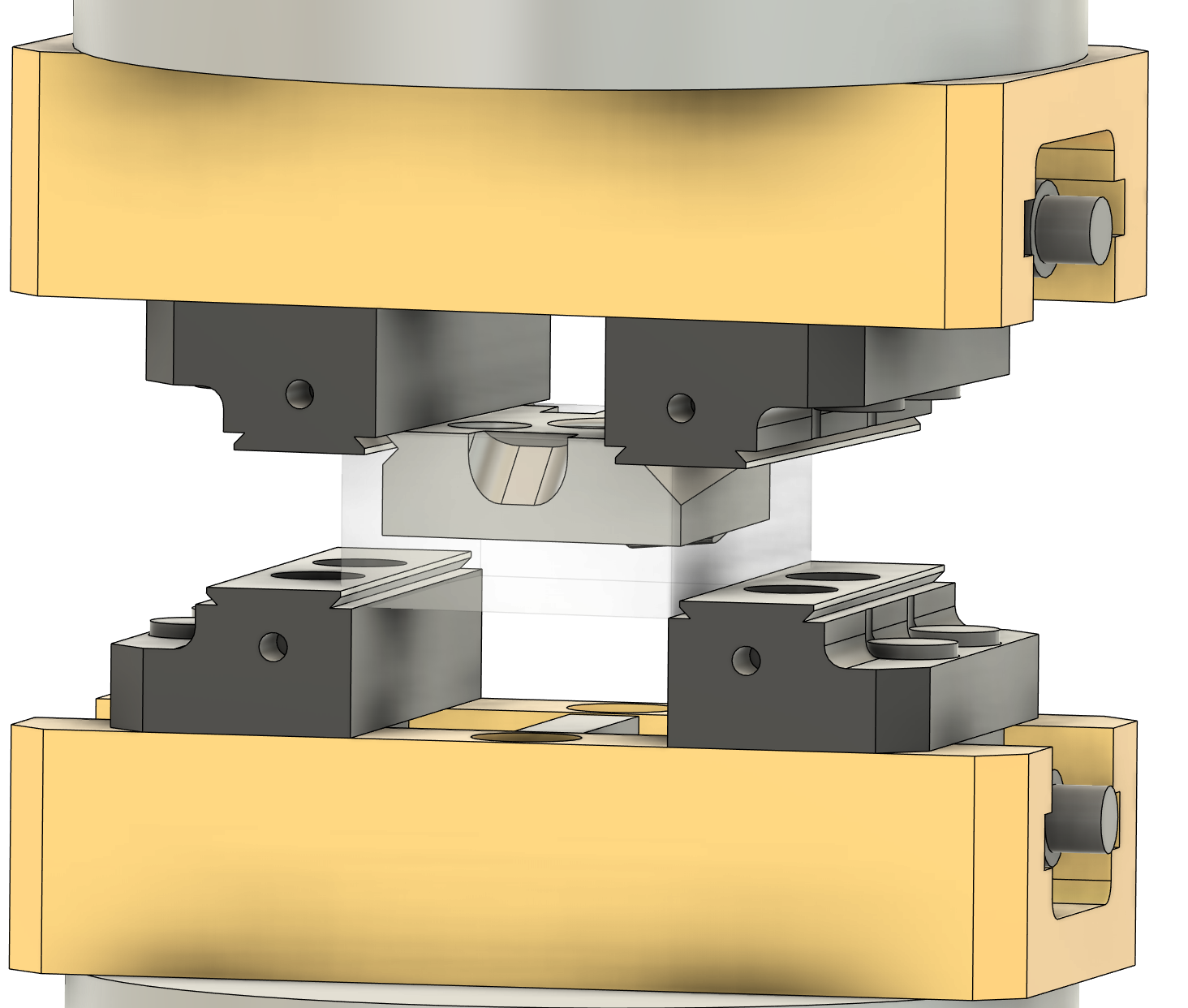
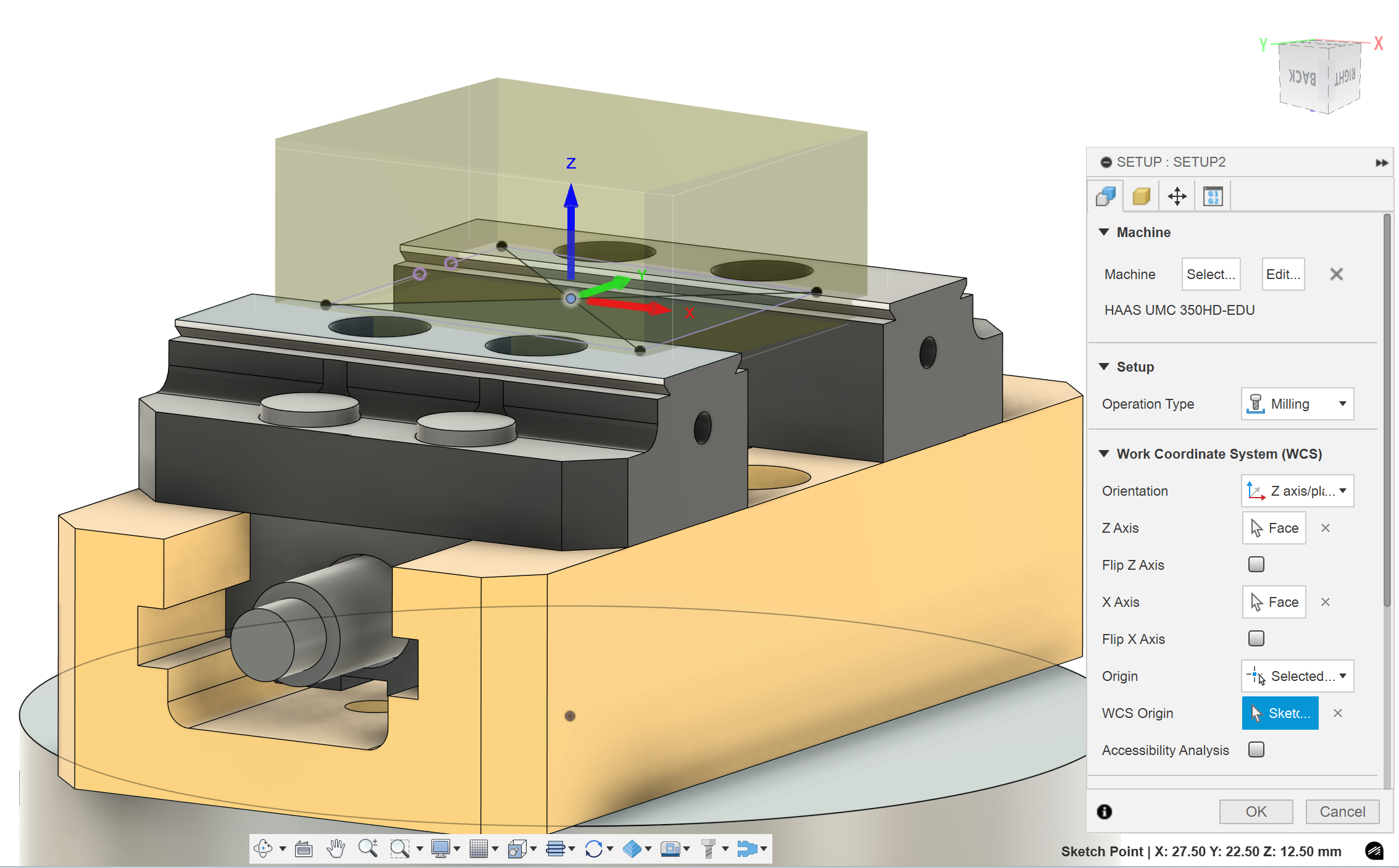
5 axis machining dramatically increases the risk of major collisions that can permanently damage the machine, so everything must be done extremely carefully. This is the easiest machine to crash. All parts of the simulation (stock, holders, tool sickout, work holding vices and the machine model) must be included accurately. The machine is smart enough to stop before the spindle hits the table, but it doesn’t know what work holding or tool you are using so can’t prevent other collisions. You have to prevent crashes by watching the simulation.
Once you have completed the CAM please bring it into the makerspace to get checked by a staff member. If the CAM is good, we will book a time for you to do induction. If there are too many issues with the CAM we will ask you to fix them and return with new CAM. This induction runs by request only, badge training sessions will not appear on the website.